Author of ‘Rethinking Bhopal’, Kenneth Bloch, is a process safety professional who has taken a very deep interest in the Bhopal Disaster story. Rethinking Bhopal is a meticulously researched account of history’s worst single-incident industrial disaster. It contextualises the process facts of the Bhopal plant, comparing them to accepted norms, and presents them in a relatively easily-digestible format. A major aim of Rethinking Bhopal is not just to produce a historical account of one terrible disaster but to engender better thinking and practice within industry professionals operating today. You can find the prior instalments of Ken’s series on our website:
https://www.bhopal.org/rethinking-bhopal-a-process-saefty-analysis-of-the-union-carbide-bhopal-plant/
Here is a brief introduction to the fourth and final instalment in the series from Ken:
The 36th memorial of the Bhopal Gas Tragedy falls on December 3, 2020. To honour the incident’s lasting impact on the manufacturing industry and process safety as we practice it today, I am publishing the final instalment of the “Bhopal Gas Tragedy Technical Series.” I’m issuing it at 11:00 PM on December 2nd to correspond with the 3rd shift’s start, which is when the operators on-duty when the incident occurred reported to work. An hour and a half later they found themselves caught in a crisis they were neither responsible for, nor understood.
This 4-part series was produced to promote the work performed by the Bhopal Medical Appeal. This charity provides medical treatment and ongoing health care for survivors of the Bhopal Gas Tragedy and affected generations born after the incident. Our final article offers a transparent look at the last 5 months of factory operation, ending in the toxic gas release. Comprehensive references to the article’s content are documented in Rethinking Bhopal (ISBN# 978012803778). Please pick your copy up and read it if you haven’t already. All royalties go to the Process Safety Heritage Scholarship at Lamar University.
August 1984

The countdown was in progress. Just 5 more months remained before the problem would correct itself. That is when January 1, 1985 would arrive. The Bhopal Factory’s operating license would then expire. At that point the inventor would move a safe distance away from a relationship that became the epicentre of an unprecedented financial disaster.
Both parties had conceded defeat. There was no interest in renewing the operating license. The factory’s fate would resemble countless other failed business experiments that time eventually erases from memory. January 1, 1985 would mark the sad but safe ending to an economic nightmare that began with a dream for independent pesticide production.
Three months earlier, factory production suddenly stopped. In hindsight, this unforeseen occurrence should have been expected after disillusioned investors withdrew their financial support earlier in the year. Funds needed to continue subsidizing the factory’s excessive maintenance load soon ran out, but operators were prepared to handle the crisis. They had been professionally-trained in the art of making creative use of reality. Without adequate maintenance department staffing, the operators temporarily kept things running with parts scavenged from adjunct equipment. This destructive approach to business continuity only accelerated the factory’s premature shutdown.
Like a disobedient child, the rebellious factory was finally receiving a dose of well-deserved discipline. Since its birth it had never met performance expectations, by not offering its investors a financial return. Cornered in a figurative “time-out” period, the factory could do no harm for the next 5 months. Sadly, no behavioral, or in this case reliability, improvement would be demonstrated upon its emergence on January 1, 1985. At that time the lifeless and abandoned factory would silently pass into anonymity.
INTERVENTION
The factory’s premature shutdown left an itch that became increasingly harder not to scratch. An abundance of raw materials remained on-site. Safely concealed in the factory’s chemical storage area, these products were neither a safety nor environmental threat. Five months later, their loss would be absorbed in the write-off of a factory already deep in debt.
However, these raw materials were purchased with no intention of shutting down production before the operating license expired. Five months of watching useful chemicals stagnate to a wasteful end seem like an eternity. The “do nothing” option was no part of the inventor’s formula for success that involved making creative use of reality.
Perhaps the raw materials could somehow be converted into final pesticide product before January 1, 1985. If so, might that make some economic relief possible? No, this option was unthinkable with the factory in its hopeless state of disrepair! Neither was there enough time to resume production even if the system could somehow be resurrected. Or was 5 months enough time? Did enough time exist for a final production run to deplete the excess raw material inventory while generating some income to offset the approaching financial pain?
Although watching chemicals stagnate for 5 months seems like an eternity, recommissioning a disassembled chemical manufacturing operation within 5 months requires time travel. If this option was to be exercised, there was no time to waste. Things would have to get done at the speed of light.
LIQUIDATION PLAN
A liquidation plan was immediately developed. Factory production would commence in the simplest of terms to save both time and money. Personnel on the battery factory’s payroll would staff nonstop chemical plant production. Manufacturing would begin immediately after sufficient repairs were completed, starting with methylisocyanate (C2H3NO), or “MIC,” production.
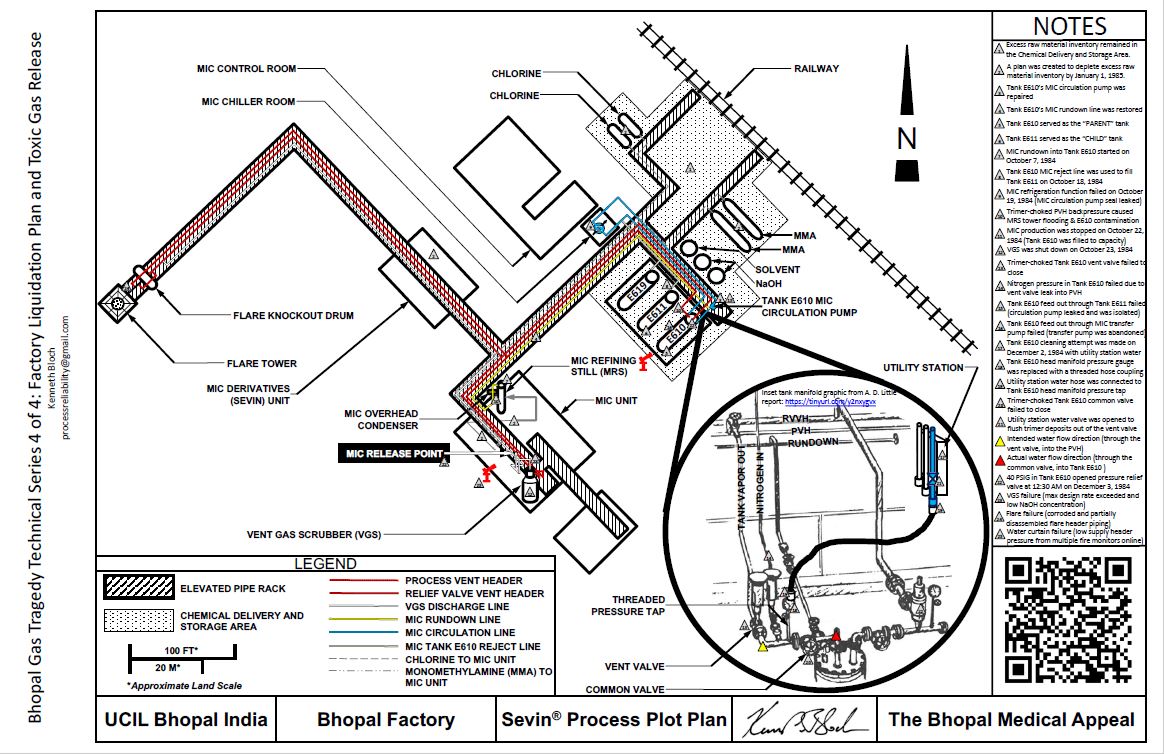
A modified MIC storage tank operating procedure was introduced to make creative use of the reality that vital process equipment had been disassembled. Normal operation involved running the two MIC storage tanks (Tank E610 and Tank E611) independently; each having its own dedicated rundown line and circulation pump. Reconfiguring the MIC storage tanks to operate in a “Parent-Child” relationship made it possible to return both tanks to service after restoring only one MIC circulation pump and rundown line.
The modified operating procedure directed MIC rundown from the MIC Refining Still (MRS) exclusively into Tank E610 for the duration of MIC production. Tank E610 would thereby serve as the “parent” tank, equipped with the working MIC circulation pump and rundown line. The MIC circulation pump would provide access to the “child” MIC storage tank (Tank E611) through the reject line. It was also required to chill the tank contents while filling the parent tank, as specified in standard operating procedures.
MIC production would continue until either (1) the remaining inventory of raw materials was completely consumed, or (2) both MIC storage tanks were full (whichever came first). Upon either event, the MIC process would be shut down permanently. The contents of MIC Storage Tanks E610 and E611 would then continuously be reacted into final product to be sold on the open market. The nonstop production campaign would end only upon consuming the MIC inventory or at the stroke of midnight between December 31, 1984 and January 1, 1985 (again, whichever came first). Any unreacted chemicals remaining on January 1, 1985 would have to be disposed by alternative, destructive, and costly means.
LIMITED RESTART
By October 7, 1984 enough process functionality had been restored to start MIC production into Tank E610. The system was returned to service upon opening Tank E610’s vent valve. This valve was left open to continuously route displaced tank headspace vapors into the Vent Gas Scrubber (VGS) as MIC ran down into Tank E610.
Tank E610 reached its maximum level (full) on October 18, 1984. According to the liquidation plan, its contents were transferred to Tank E611. This operation took place by opening Tank E611’s vent valve and using the circulation pump to top-off Tank E611 with MIC through Tank E610’s reject line. When the transfer was complete, Tank E611’s vent valve was closed. Nitrogen was then added to Tank E611 to establish 14 PSIG pressure and MIC production into Tank E610 continued.
REPEAT FAILURE
The next day, Tank E610’s circulation pump seal leaked. This development was anticipated, since MIC pump seal failures were common throughout the Bhopal factory’s short life. At no prior time in the factory’s history had an MIC pump seal survived more than a month of continuous operation.
From a functional perspective, the MIC circulation pump failure was inconsequential to filling the child MIC storage tank, E611. That function had been performed successfully on the previous day. However, standard operating procedures specified that MIC refrigeration was required upon opening the vent valve to fill a tank. The refrigeration function failed without MIC circulation. Therefore, continuing MIC production without a working circulation pump deviated from standard (albeit modified) operating procedures governing MIC storage tank operation. But the liquidation plan stated that MIC production would cease upon (1) consuming the remaining raw material inventory, or (2) filling both MIC storage tanks to capacity. Since neither of these conditions had been met, the circulation pump was isolated to stop the leak and MIC production into Tank E610 continued.
MIC rundown into Tank E610 continued without refrigeration until October 22, 1984 when both MIC storage tanks were completely full. At that point MIC production was stopped in accordance with the liquidation plan. Tank E610’s vent valve was then closed and the VGS was shut down. Both tanks now contained about 42 tons of MIC, each.
SYSTEM FOULING
The loss of the circulation pump increased the presence of MIC vapor in the iron Process Vent Header (PVH) piping system. Unknown to the operators, this accelerated the rate of polymerized MIC (C6H9N3O3), or “trimer,” deposit formation inside the PVH pipe walls and valves. The internal deposit buildup was severe enough to choke PVH vapor flow. The resulting MRS backpressure caused a process upset that contaminated the MIC batch in Tank E610. Chloroform exceeded the maximum quality specification of 0.5 percent inside Tank E610 at the end of the MIC production run due to this process upset. This contamination event also went undetected since the circulation pump failure interrupted MIC tank sample flow.
The trimer build-up inside the PVH that affected MIC product quality was excessive. In fact, its large volume impacted Tank E610’s iron vent valve. Trimer deposits that formed inside the vent valve while it was open made it impossible to isolate Tank E610 from the PVH when it was closed. Under these circumstances, adding nitrogen to Tank E610 would not be expected, and indeed failed, to raise the tank pressure.
The situation at Tank E610 threatened the liquidation plan’s success. With no way to establish at least 14 PSIG pressure inside Tank E610, its contents could not be used for pesticide production. A possible option to feed Tank E610’s inventory out through Tank E611 was excluded when the MIC circulation pump failed during the production run. This untimely event cut off the backdoor leading into Tank E611 through the reject line. Finally, provisions made to send Tank E610’s contents into the production area according to the original process design were defeated years before when the MIC transfer pumps were abandoned due to frequent seal leaks. Since the material inside Tank E610 could not be accessed, attention immediately turned to Tank E611 for production. This kept the liquidation plan on track while buying some time to determine how to handle the situation at Tank E610.
CONTAMINATION
Now more than ever, time was of the essence. It was December 2, 1984. Only 29 days remained before the operating license expired and manufacturing would cease. Tank E611 was almost empty but Tank E610 was still full. Ignoring the situation at Tank E610 could mean that the entire contents of Tank E610 might remain on January 1, 1985. As much as 42 tons of MIC would be wasted at what cost?
An experienced supervisor knew that MIC trimer deposits readily dissolve in water. That was why the water-washing procedure was introduced after the MIC transfer pumps were abandoned, soon after the factory was commissioned in 1979. Routinely flushing debris out of the iron vapor transfer pipes with water kept MIC production quality on-spec after continuous PVH nitrogen flow was interrupted. It also reversed “operating environment” related equipment malfunctions such as Tank E610’s vent valve failure when MIC production was discontinued. The water-washing procedure was an example of making creative use of reality.
Accordingly, supervision gave one of the temporary operators from the battery factory a handwritten diagram showing how to flush debris out of Tank E610’s vent valve by making a water hose connection. This targeted flushing procedure would clear the vent valve of any deposits accumulated during the extended MIC production run. A more invasive approach might be necessary if production from Tank E610 was not restored by flushing the valve out with water, but this was not expected. The recovery procedure was very simple: Introduce water flow through the vent valve for a few hours, close the valve, introduce nitrogen, then establish 14 PSIG inside the tank to confirm that the valve was clean. Afterward, Tank E610’s contents would be used to produce pesticide with the intent to consume the entire inventory within Tanks E610 and E611 before January 1, 1985.
The water-washing procedure was expected to work. It was considered normal practice at this point in the factory’s history, even though the process was not originally designed to accommodate water injection. Furthermore, it was considered safe since it did not require breaking apart connections that could expose workers to toxic materials.
Following instructions provided, the operator closed the “common valve” on Tank E610’s vapor manifold. This action was expected to isolate the tank from the maintenance he was about to perform. He then unscrewed the pressure gauge downstream of the common valve and attached a threaded hose connection. The water hose was attached, and water flow was initiated from a nearby utility station.
Unknown to anyone present at the time this procedure was conducted, the trimer buildup also extended into the iron common valve. Although the operator turned the valve clockwise (closed) until firm resistance was felt, a temporary plug of compressed trimer created an opening. Water therefore passed through the common valve instead of the vent valve, where flow was intended. This hidden failure persisted across the intervening shift; initiating an exothermic reaction inside of Tank E610 that was not noticed until direct signals of an unfolding disaster could not be mistaken.
The operators tried desperately to reverse the situation. They did everything they could, but nothing worked. By then it was too late. The reaction inside Tank E610 had already crossed the point of no return. Unfortunately, time travel is possible only when resurrecting a dead process. Thirty-six years waiting for a disaster to end seems like an eternity.
NOTE TO SELF:
Process decisions made in haste end in regret.
